怎么做好生产线的管理?有经验分享吗?提起生产线管理,许多老板可能觉得不难,不就是安排生产嘛,找个车间主任盯着就行。实际操作中却经常碰上麻烦:
- 排好的工单刚下发,设备停了,只能停在原地等维修
- 昨天物料明明说齐套了,临近上线却发现少了个关键配件
- 销售临时插单,生产计划波动,现场团团乱,员工叫苦不迭……
说白了,很多企业不是产能不够,而是生产管理太粗放,导致效率变低!
Excel 排程、微信报进度、现场盯流程,这章老一套模式早该淘汰了。生产线管理不仅仅是“安排人干活”,它直接关系到订单交付率、成本控制能力,甚至决定企业能不能在低价竞争中活下来。
今天,我们就来聊聊:
- 生产线管理到底管些什么?
- 工厂生产线管理的常见痛点
- 生产线管理到底怎么做?
- 如何用数字化工具让生产线管理精准可控?
注:文章参考的生产线管理模板>> 生产管理
一、生产线管理到底管些什么?
生产线管理到底是什么?具体又要管理些什么呢?
简单点说,生产线管理就是让工厂里的“人、机、料、法、环”这五大要素相互配合的系统工程。
这五点看起来简单,实际上里面大有门道:
要素一:工人
再先进的生产线,也离不开工人的支撑。
- 工人的排班是否合理?
- 工人的技能培训是否到位?
- 生产线现场,有没有熟练工带新人?
假如你管理一所家具厂的木工组,那你就需要确保有没有指派老师傅和新手搭配干活,既保质量又带教新人。如果排班混乱,比如熟练工集中上夜班,白班全是新手,那次品率自然也降不下来。
要素二:设备
设备是生产线的硬件基础,其正常运行对于生产的连续性至关重要。
- 设备有没有进行定期维护保养?
- 故障维修的响应速度是否及时?
- 设备的更新换代能不能跟得上生产需求?
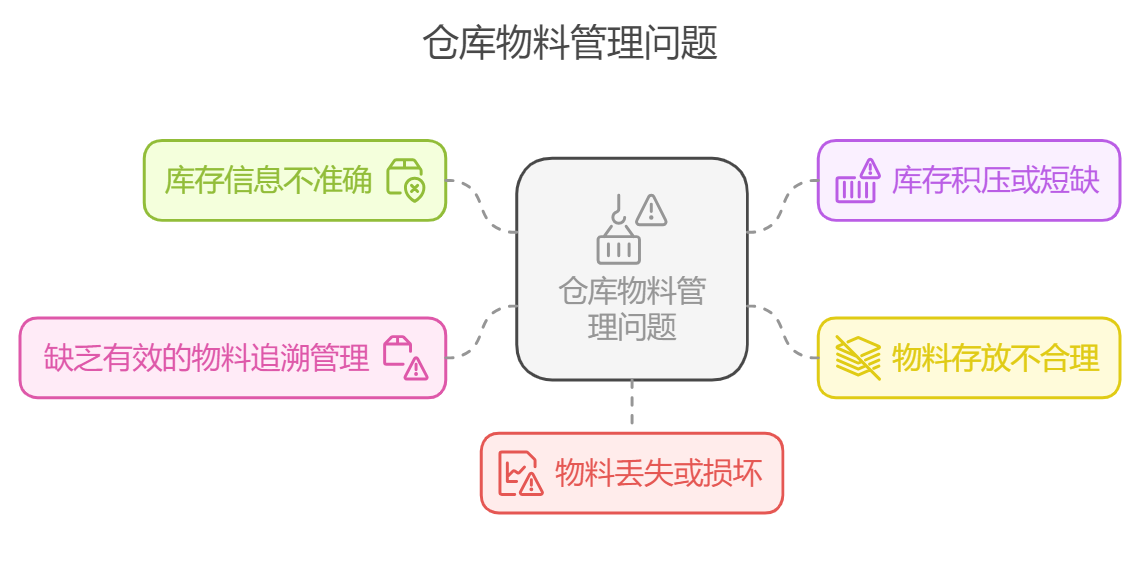
要素三:物料
物料是生产的原材料和零部件,物料的供应情况直接影响生产的顺利进行。
看看你有没有遇到过这些问题:
- 库存信息不准确,导致积压或短缺
- 物料存放不合理
- 缺乏有效的物料追溯管理
- 物料丢失或损坏
物料在仓库中丢失、损坏的情况非常常见,尤其是当物料存放不当,或在出入库过程中没有做好充分的检查和记录时,损失会更加严重。
要素四:工艺
工艺是生产的方法和流程,合理的工艺能够提高生产效率和产品质量。工艺也直接关系到产品的质量。想要企业能够走得更远,就必须在产品的工艺上下功夫,看看:
- 工艺是否经过优化?
- 员工是否严格按照工艺要求操作?
- 工艺的创新能力如何?
打个比方,在食品加工行业,不同的加工工艺会影响食品的口感和保质期。如果工艺不合理,比如烘焙时间过长或过短,都会影响面包的品质。而且员工如果不严格按照工艺要求操作,随意更改配方或加工时间,也会导致产品质量不稳定。
要素五:环境
在制药厂,生产环境的洁净度要求非常高,如果车间的清洁卫生不达标,就容易导致药品受到污染,影响药品的质量和安全性。
生产环境的好坏不仅和产品质量高低直接挂钩,适宜的温度和湿度也有助于提高员工的工作舒适度和工作效率。
二、工厂生产线管理的常见痛点
每一条不健康的生产线,几乎都犯过以下毛病:

1. 生产计划不合理,物料管理混乱
- 订单一来就开工,生产排期总出乱子
- 设备什么时候该检修、产线该怎么调配全靠经验
- 停工等料浪费工时,紧急采购成本飙升
2. 质量管控不到位
- 想知道订单生产到哪一步?得挨个问车间主任、班组长
- 质量检验还停留在人工抽检,不良品往往到包装环节才被发现,返工不仅浪费材料,还可能导致交付延期……
3. 生产进度没人盯,系统工具跟不上需求
- 生产数据都在纸质表单上
- 设备运行状态、能耗等关键信息无法实时同步
- 各部门数据割裂,管理层做决策只能凭经验 “拍板”
传统的管理方式根本撑不起多订单、多工序的复杂问题,不仅效率低下还容易出错。
这些问题的根源,在于传统管理工具早已跟不上数字化时代的生产需求。
同行已经引入了数字化系统,有的工厂还在盲目依赖人工管理,这只会导致在效率、成本、交付上全方面的落后。
用数字化系统打通计划、物料、进度、质量全流程,
让数据实时说话,才是破解生产管理难题的关键。
三、生产线管理到底怎么做?
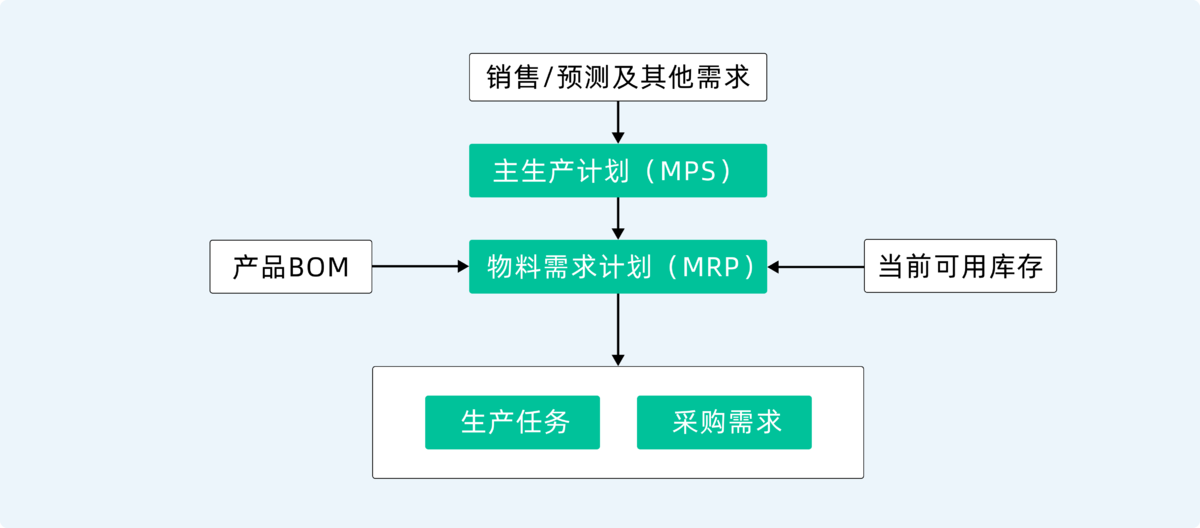
1. 订单需求分析
核心:先搞清楚要做什么,再考虑怎么做!
- 订单多少?交期是什么时候?
- 产品类型?生产复杂度?
- 生产周期多久?
- 现有产能能不能满足需求?
拿汽车零部件制造厂举例,首先得评估生产线日均加工能力,测算设备与人力、核查原材料库存,最后梳理排产计划,避免与现有订单产生工装、质检资源冲突。只有把这些全面厘清,才能确保生产有序推进。

2. 物料和设备准备
核心:确保生产不被“卡脖子”
生产最怕的就是“人等料”或者“机等人”,所以生产计划一定要预先安排好原材料采购、库存检查、设备调试等。
- 物料有没有现货?如果没有,采购要多久?
- 机器设备有没有空档期?需不需要提前维修保养?
- 生产人员够不够?如果不够,是招人还是加班?

很多工厂吃过这个亏,比如订单都排好了,结果生产当天发现某个关键零件没到货,白白浪费了时间。
3. 生产排程
核心:合理安排时间,最大化利用产能
按订单排产:根据订单交期,先急后缓,确保紧急订单优先。

- 按设备负荷排产:避免某台机器超负荷,而另一台闲着不干活。
- 按工人排产:确保人手足够,减少加班加点。
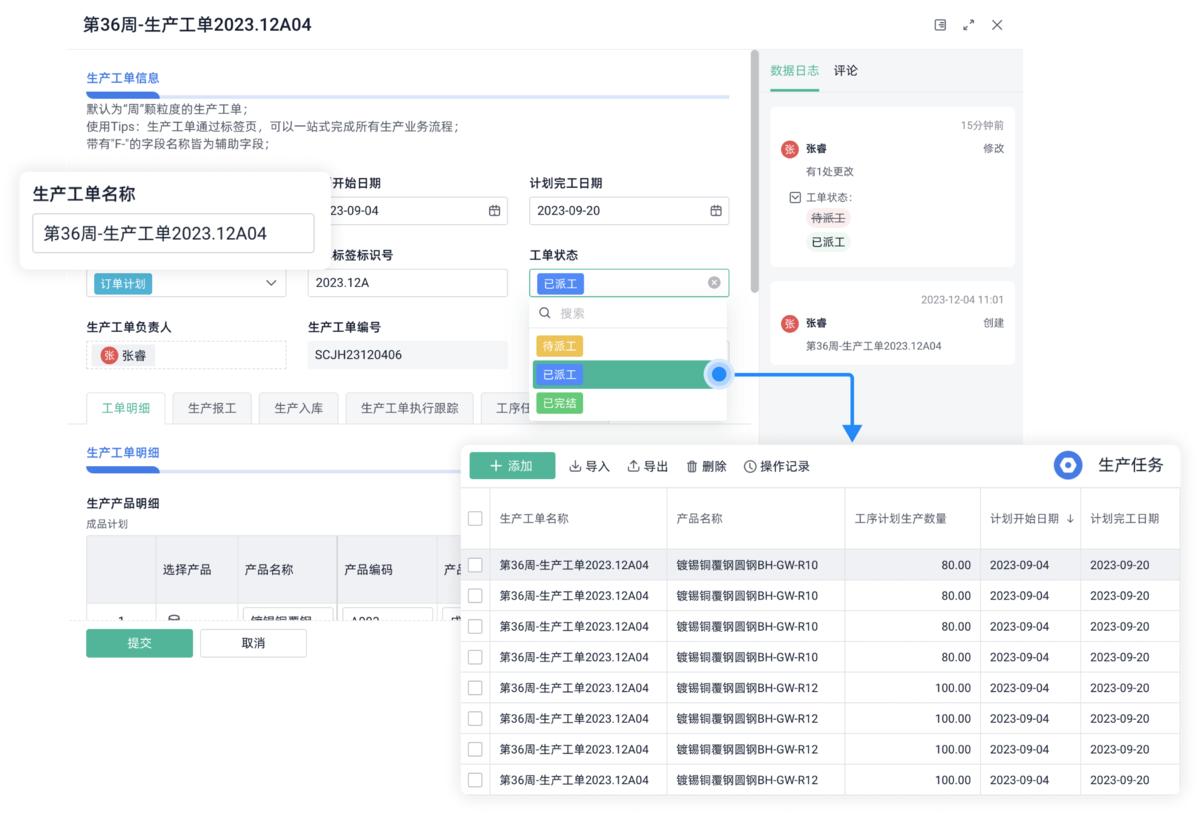
小技巧:可以用轻量型ERP系统等工具,提前规划好生产日程。
4. 生产执行与监控
核心:不能光计划好,得盯着生产进度
生产计划做得再完美,执行不到位也白搭。所以工厂里都会设专人跟进生产进度,及时发现问题,比如:
- 订单进度是否按计划推进?
- 生产环节有没有异常,比如机台故障、人员短缺等?
- 质量检验是否达标?

如果某个环节出了问题,就得立刻调整,比如设备坏了,就得马上安排维修或换线,不然整个生产进度都会被拖延。
5. 交付与总结
核心:保证按时交货,复盘经验教训
- 产品有没有准时交货?客户是否满意?
- 整个生产过程中有没有遇到问题?怎么避免下次再发生?
- 有哪些可以优化的地方,比如减少浪费、提高效率?
很多优秀的工厂都会在每次生产结束后做个复盘,比如生产某款产品用了8小时,下次能不能优化到7小时?这个过程就是生产管理的进步。
四、如何用数字化工具让生产线管理精准可控?
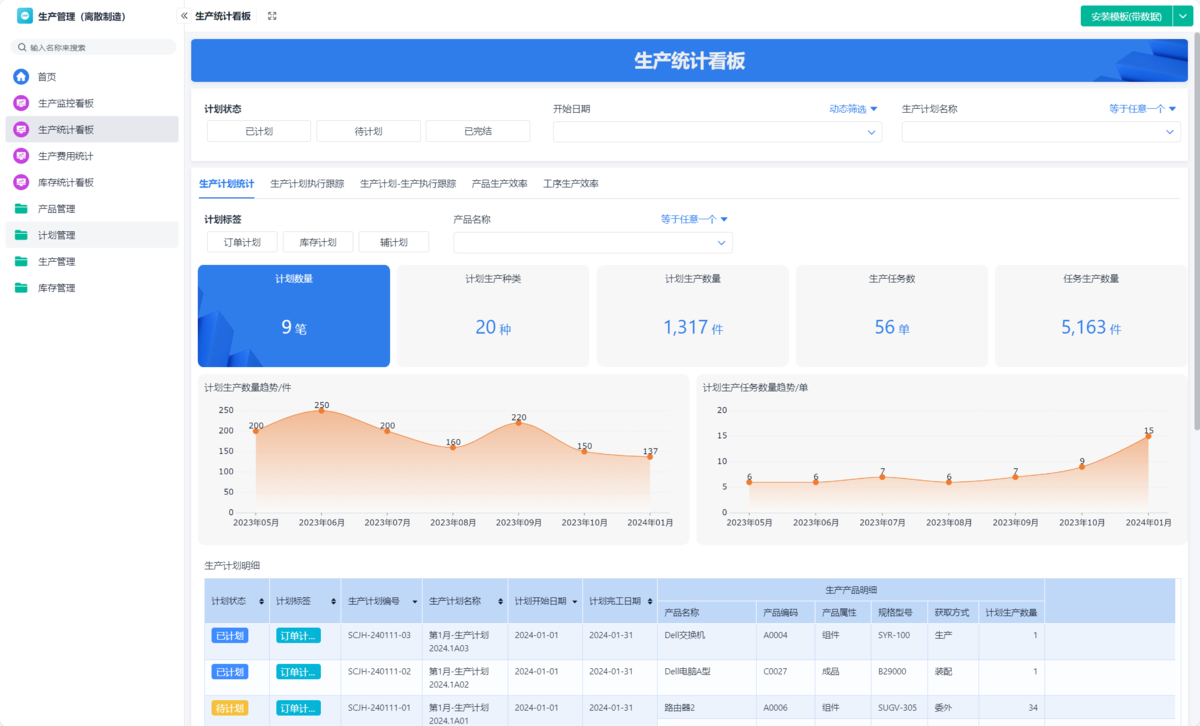
1. 引入智能排程
通过算法自动优化生产计划,企业可以快速响应订单变更、设备故障等突发情况,减少人工排程失误。
- 设备状态、工人排班、物料库存,系统实时更新。
- 计划员排产时用的是最新数据,不是“凭印象”。
- 发生变化(设备坏了、人请假、物料晚到),系统同步更新计划。
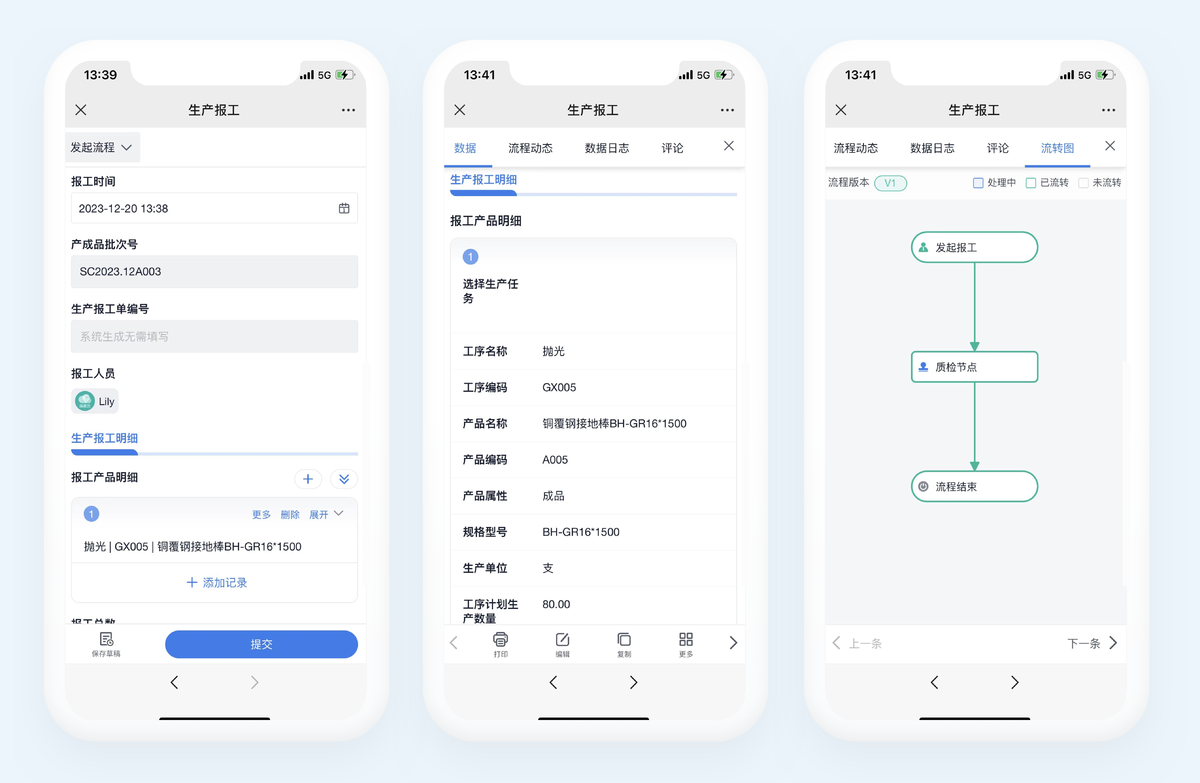
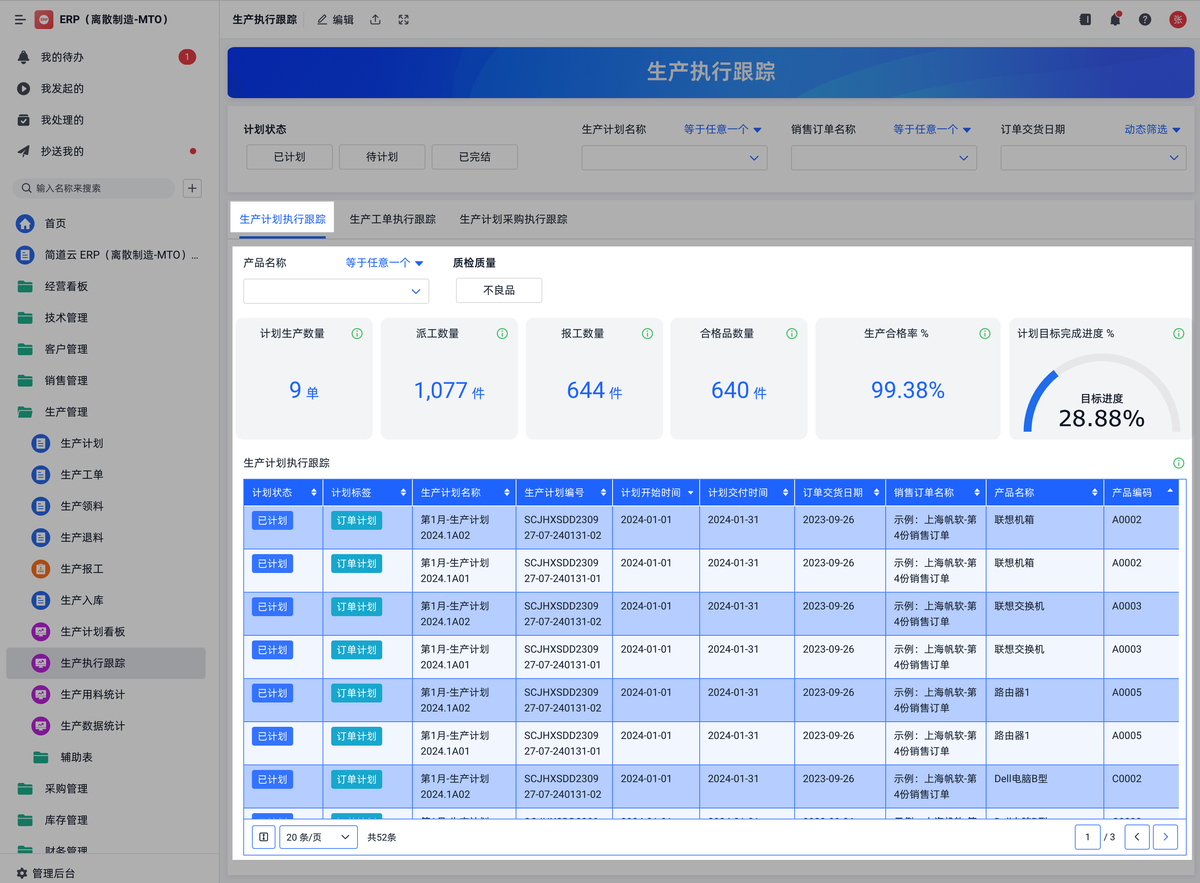
2. 监控生产过程
利用生产管理系统追踪设备状态、物料流转、工序进度,再遇到设备停机、缺料等问题,也不会发怵了。
- 每个工单、每道工序,进度系统实时更新。
- 设备停机、物料短缺、人工异常,系统自动报警。
- 所有变更、操作有日志,责任清晰。

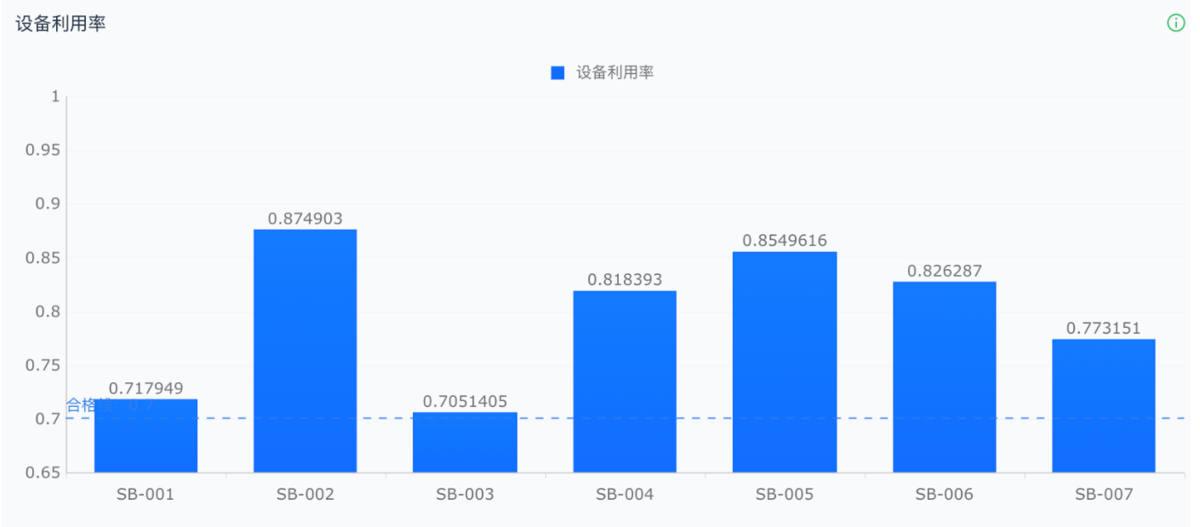
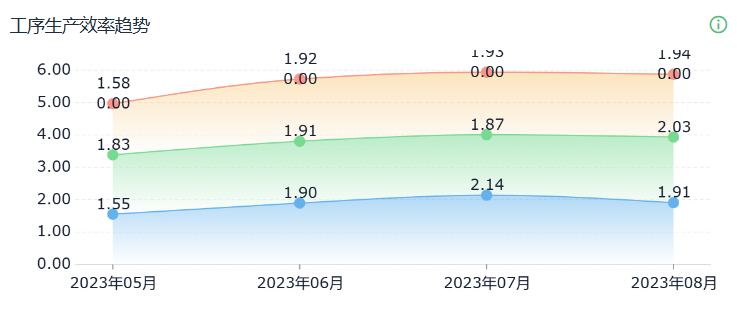
3. 活用“数据驱动”策略
过去,企业缺乏数据驱动意识,生产管理漏洞频出:
- 生产进度靠人工口头汇报,信息滞后
- 设备故障数据未留存分析,同类问题反复发生
- 各数据分散,无法识别瓶颈工序,资源浪费严重
别让数据成为管理盲区,利用生产管理系统,收集生产全流程数据(工时、损耗、良率等),通过分析挖掘瓶颈问题,持续改进流程,工厂就能提升管理精度与效率。
总结
生产线管理看似简单,实则是整合人员、设备、物料等要素的系统工程。
传统模式下,人工排程、数据滞后、响应迟缓等问题频发,导致效率低下、成本失控,阻碍了不少企业的持续发展。
如今,引入数字化的管理工具,绝对能够帮助你突破效率瓶颈。


